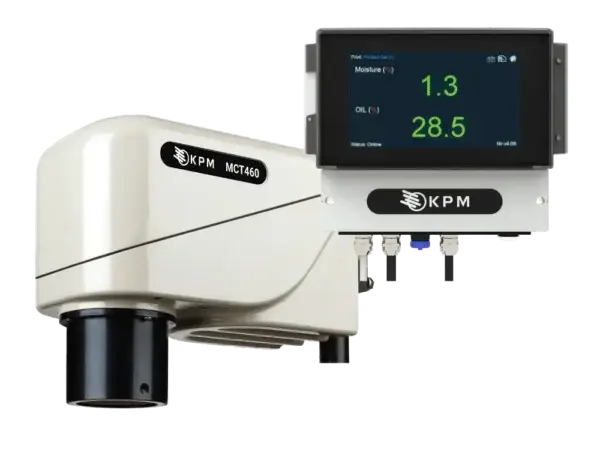
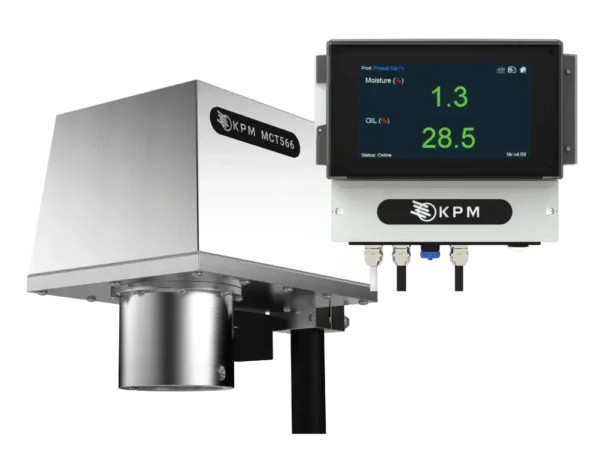
The NIR-7000 is a continuous online near-infrared (NIR) analyser that delivers reliable non-contact moisture measurements directly in process environments, enabling monitoring and control of almost any production line. The sensor is well-suited for high-throughput industrial applications, including wood, building materials, pulp and paper, and several other products where moisture content directly impacts product quality.
The NIR-7000 industrial-grade analysers are designed for direct integration into factory automation. Capturing measurements every four milliseconds, the NIR-7000 can automatically adjust your process to meet moisture measurement targets, reduce energy costs, and improve your bottom line.
Benefits
High Accuracy: Measure moisture of many product applications to within ± 0.1%.
Ruggedized Design: The NIR-7000 sensors are contained within a powder-coated sheet metal IP65 housing and built for years of trouble-free operation.
Simple Implementation: The NIR-7000 can be pre-calibrated based on our database of calibrations.
Features
As the next-generation analyzer to the Sensortech NIR-6000, the NIR-7000 is accurate to within ± 0.1% moisture for many applications.
Entry level moisture analyzer that provides reliable and accurate results.
Improved serviceability, modular architecture, and user-friendly software makes it a significant upgrade to its predecessor, the Sensortech NIR-6000.
Pre-programmed algorithms and calibrations or custom-built to your specifications using NIR technology.
Operates in temperatures from down to -4°F (-20°C) with heating option, and up to 185°F (85°C) with cooling option.
Thermal-cooled detector included.
Mounting options available to accommodate diverse process location.
Applications – Continuous NIR Analysis for Industrial Manufacturers
The NIR-7000 can be delivered pre-calibrated for a wide range of products that are conveyed on a belt, though an auger, or looking through a sight glass window in a bin or chute. Common applications for the NIR-7000 series analyzers include:
Building products: Cement, brick, lime, panelboard products
Chemicals: Plastic pellets, industrial organic chemical solids (powders)
How It Works – Ruggedized High-Performance Moisture Scanning
The NIR-7000 Series Analyzers are integrated into key areas of a production facility to continuously monitor incoming raw materials or process control on the production line. Each option is designed to integrate seamlessly onto belt, auger & screw conveyors, or bins & chutes to analyze moisture on-line.
The NIR-7000 scanning process is simple but reliable:
A halogen bulb light source within the unit shines through a rotating wheel at 2000 RPM of different NIR filters that are specific to a measurement parameter.
The light is reflected off the product and focused onto a cooled sulfide detector.
The detector’s output is taken by the on-board “smart” circuit board and it is compared to the internal reference beam. This is then converted into a percent of moisture.
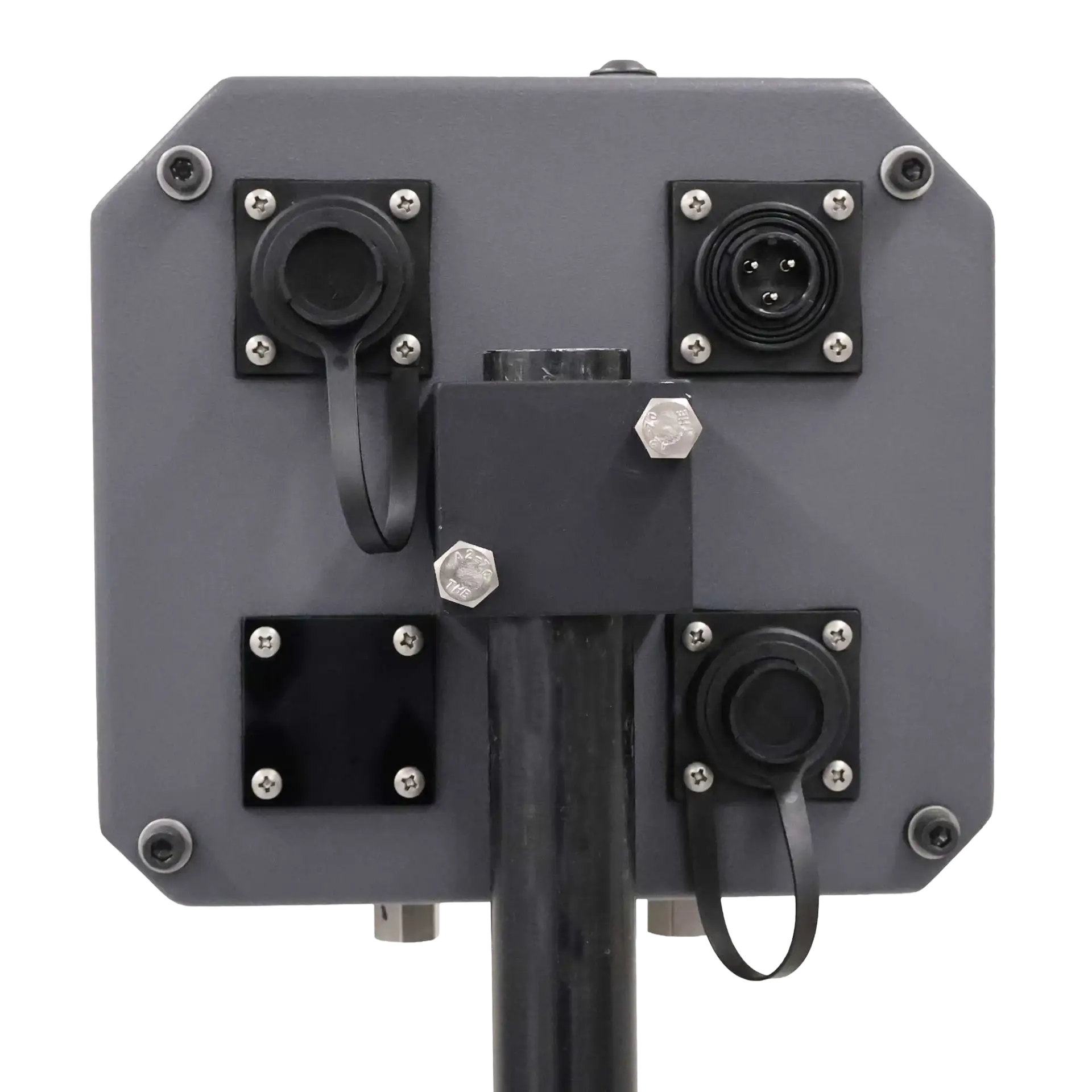
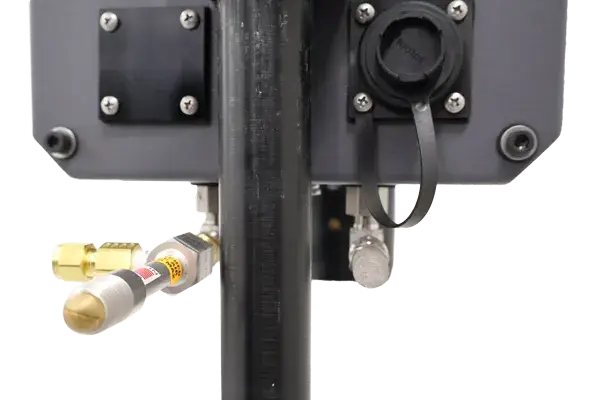
Installation
The NIR-7000 is easily installed into almost any manufacturing process where access to quantifiable moisture measurement data is an important variable to quality/process control. Common installation locations include:
• Air Cooling Panels
• Calibration Reference Standards
• IR Product Temperature Sensor
• PROFIBUS, PROFINET, EtherNet/IP, DeviceNet
• Power 24 V DC
• Snorkel Sampler