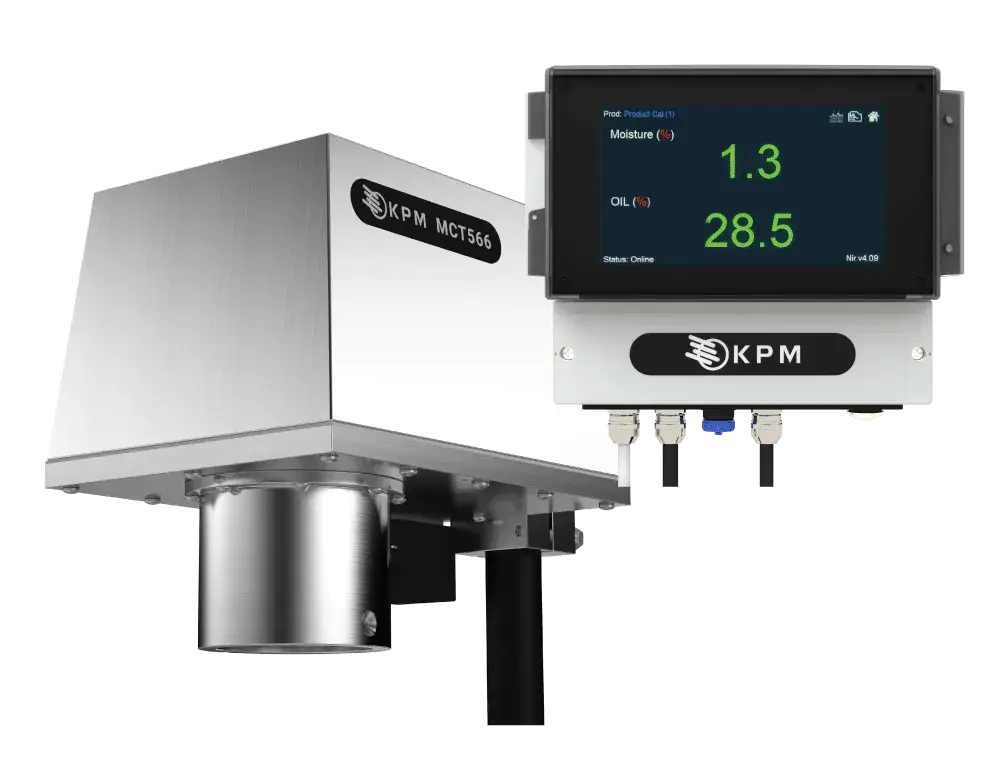
Online NIR Moisture & Oil/Fat Sensor for Snack Food
The MCT566 Online NIR Sensor is designed for demanding environmental conditions in food and snack food manufacturing. Several of the world’s largest food manufacturing plants trust the MCT566 to help operators control moisture, fat, and other parameters to meet product specifications in every production run. The MCT566 features NIR technology, widely used and accepted in food production.
Continuous Measurement of Moisture, Fat, & Product Temperature
Benefits
Ensure food products have the ideal texture and flavour by measuring moisture, fat, and other parameters
Make quick decisions and adjustments to the production line (e.g., adjust oven or fryer temperature) using the analysis data
Save costs and reduce waste, which improves your company’s bottom line
Features
High-speed measurement allows capturing up to 99 readings per second. Ideal for analysing segmented food products like cookies, crackers, and more
Rugged enclosure withstands harsh conditions; IP67-rated user interface protects in challenging operating environments
Simple to operate, integrate, and standardise across multiple lines
A proprietary temperature-controlled detector ensures measurement stability
Fully modular, with all components easily replaceable in the field
Easy to troubleshoot with advanced on-board diagnostics
Process NIR Applications for Food Manufacturers
The MCT566 Online NIR Smart Sensor is used by food manufacturers to monitor and control moisture, oil/fat, and product temperature during the process for many types of food, including:
Potato Chips
Corn Chips
Tortillas
Cookies
Crackers
Pretzels
Extruded Snacks
Bread Crumbs
Oil Base Flavourings
Doughs/Dough Sheets
Breakfast Cereals
Popcorn
Pork Rinds
Sausage Skins
Ground Meat
Rendering
Products
Animal Feed Ingredients
Flours and Starch
Milk Powders
Potato Flakes
Sugar and Sugar Beets
Salts
Coffee, Tea, and Cocoa Powders
And Many More
How It Works – Proven Technology for Food Applications
The MCT566 NIR analysers are integrated into key areas of a production process to continuously monitor incoming raw materials or control processes on the production line. Each option is designed to integrate seamlessly over belt conveyors or bins & chutes to analyse moisture, oil, and other online measurements.
The MCT566 scanning process is simple but reliable:
Light from the lamp is directed through a rotating wheel at 2000 rpm (up to 6000 rpm) containing NIR filters selected for the application.
NIR light is directed onto the product being measured.
The light reflected off the product is captured by a mirror within the unit and focused onto a Peltier Cooled lead sulfide detector.
The detector’s output is taken by the on-board “smart” circuit board and compares to the internal reference beam. This is then converted into a percent of moisture, oil, and other parameters.
High-Speed Gating Analysis
The MCT566 and MCT569 allow the analysis of segmented products on a conveyor at full-line speeds. Through this process, the MCT566 or MCT569 sensor will only provide measurements when the product is under the sensor, making the system suitable for applications with a non-continuous product flow. High-speed gating capabilities make the MCT566 or MCT569 ideal for measuring moisture and fat content in high-throughput food operations, including:
Cookies/Biscuits
Snack Cakes
Candy Bars/Granola Bars
Individually-Packed Noodles
Freeze-Dried Portioned Products
Installation
Over-Belt Conveyor
MCT566 sensors are mounted 200-450 mm (8-18 in) above the conveyor, ideally with continuous product flow.
Bins and Chutes
Sight glass windows, such as Sapphire can be used for continuous flow of products against the window. Additionally, the snorkel sampler (sold separately) can be used to measure free-falling powders/granules in chutes.